
Sheep & Goat Slaughter Equipment: The Complete Operational Guide to Process Flow, Equipment Selection & Halal Compliance in 2026









Sheep & Goat Slaughter Equipment: The Complete Operational Guide to Process Flow, Equipment Selection & Halal Compliance in 2026
The global mutton market is projected to grow from USD 168.4 billion in 2026 to USD 265.76 billion by 2035, advancing at a 5.20% CAGR — driven largely by surging demand across the Middle East, Africa, and Asia-Pacific. Behind this growth curve sits a less visible but equally important market: the sheep and goat slaughter equipment segment, which accounts for an estimated 10–15% of the broader USD 6.16 billion slaughtering equipment industry.
Yet unlike their bovine and porcine counterparts, ovine slaughter lines pose a unique challenge. Sheep and goats are smaller, processed at higher throughput rates, and must often meet overlapping compliance frameworks — from general food safety standards to halal certification protocols required by major importing regions. Getting the equipment configuration right at the planning stage is the difference between a line that runs profitably and one that bleeds downtime.
This guide walks through the complete 8-stage sheep and goat slaughter process, maps equipment selection to four capacity tiers, and explains how operational design integrates with halal compliance — not as an add-on, but as a built-in feature of the line.
The 8-Stage Sheep & Goat Slaughter Process Flow
A well-designed ovine slaughter line moves animals through eight sequential stages. Each stage demands specific equipment matched to throughput, animal size, and regulatory environment.
Stage 1: Pre-Slaughter Handling & Lairage
Before processing begins, animals enter the lairage area for resting, ante-mortem inspection, and pre-slaughter washing. Well-designed lairage reduces stress — a critical factor for both meat quality and halal compliance. Key equipment includes:
- Receiving ramps and holding pens with non-slip flooring and adequate ventilation
- Pre-slaughter washing stations — spray systems that clean animals before stunning
- Raceway systems with curved chute designs that guide animals in single file toward the stunning area without causing panic
For halal-certified facilities, the lairage must allow orientation toward the Qibla direction during slaughter, and holding areas should provide visual separation between live animals and the slaughter point — a design principle increasingly required by SFDA and ESMA certification bodies.
Stage 2: Stunning (or Direct Slaughter for Halal)
This stage represents the most significant design decision in an ovine line, particularly for exporters targeting Middle Eastern markets. The approach splits into two tracks:
| Approach | Equipment | Throughput | Key Markets |
|---|---|---|---|
| Electrical head-only stunning | Automatic restraining conveyor + head electrode applicator (50–110V, 1.0–1.5A for sheep) | 200–500 head/hour | Australia, New Zealand, EU, UK |
| Non-stun (halal direct slaughter) | Manual restraining cradle or rotary box with head extension mechanism; mechanical restraint only | 100–250 head/hour | Saudi Arabia, UAE, Indonesia, Malaysia |
| Reversible stunning (dual-mode) | Combined electrical stunning + bypass lane for non-stun processing on the same line | 150–350 head/hour | Export processors serving mixed markets |
The reversible/dual-mode stunning configuration is gaining traction among processors in Australia, New Zealand, and South America who export to both halal-mandatory and conventional markets. The bypass lane adds approximately 15–20% to equipment cost at this stage, but eliminates the need for a dedicated non-stun line — a tradeoff that pays back within 12–18 months for multi-market exporters.
Stage 3: Bleeding
Following stunning or direct slaughter, the bleeding stage must achieve rapid and complete blood removal — typically within 90–120 seconds for sheep and goats. Equipment includes:
- Bleeding rail or track system — overhead conveyor with shackles sized for ovine hind legs (smaller diameter than cattle shackles)
- Blood collection troughs — stainless steel, sloped for drainage, with covered collection to prevent aerosol contamination
- Blood pumping and storage tanks for by-product recovery (blood meal production)
For halal operations, the bleeding line must allow the animal to be positioned for the single transverse cut across the throat (severing carotid arteries, jugular veins, trachea, and esophagus in one motion). The shackle spacing must accommodate the time needed for complete bleed-out — typically 2.5–3.0 meters between animals at standard line speeds.
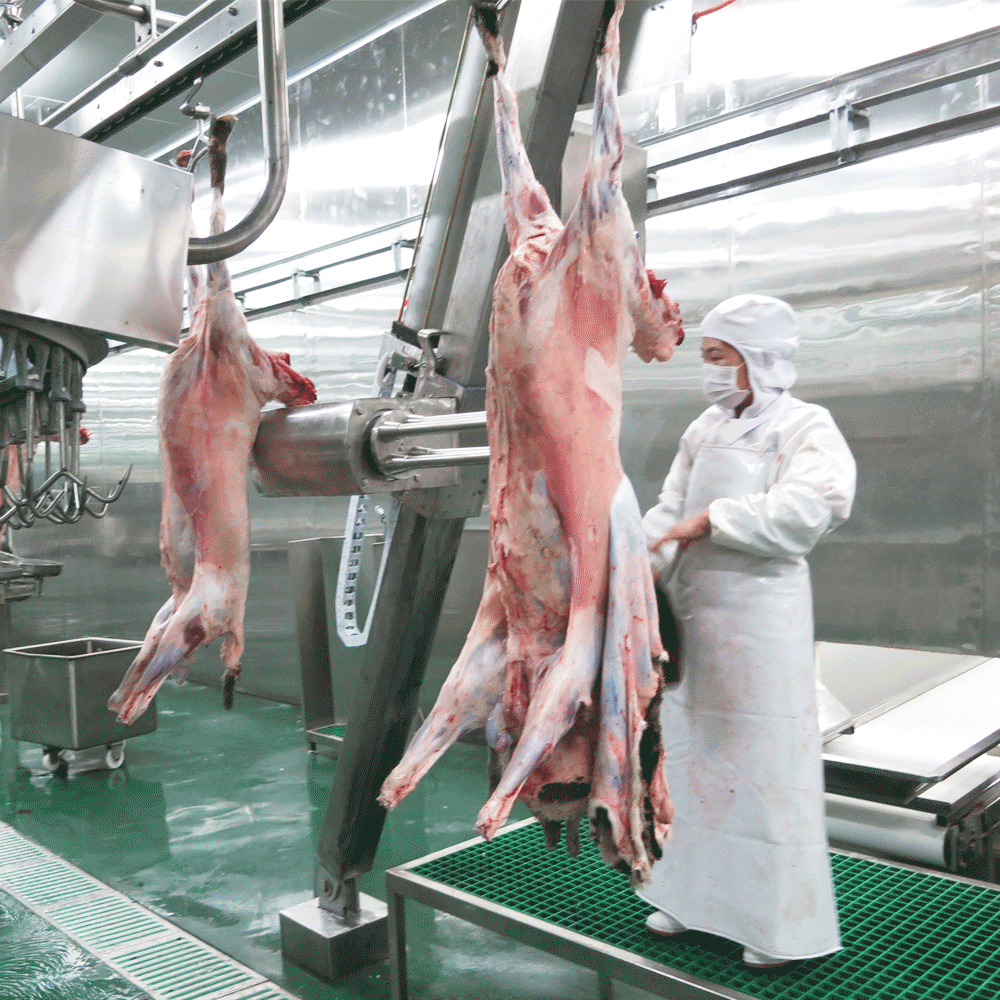
Stage 4: Dehiding (Skin Removal)
Dehiding represents the most mechanically intensive stage in ovine processing. Unlike cattle, where hydraulic hide pullers handle the bulk of the work, sheep and goat dehiding requires a more nuanced approach due to thinner skin, looser subcutaneous attachment, and higher pelt value:
| Method | Equipment | Capacity | Best For |
|---|---|---|---|
| Manual/aided dehiding | Hydraulic dehiding platform + pneumatic knife (flat blade, rounded tip); operators work from elevated platform | 100–200 head/hour | Small to medium plants, wool sheep where pelt integrity is priority |
| Semi-automated mechanical dehiding | "Downward puller" — pneumatic gripping arms that clamp the foreleg skin flaps and pull downward while the carcass is suspended; operator makes initial cuts at legs and belly midline | 200–350 head/hour | Medium to large plants, hair sheep and goat lines |
| Automated hide puller | Full hide puller station with dual gripping rollers and synchronized overhead rail; integrates with upstream bleeding rail | 300–500 head/hour | High-throughput mutton export plants |
Dehiding system design must account for species differences: wool sheep produces a heavier, more valuable pelt that requires careful handling to avoid cuts and tears, while hair sheep and goat skins are lighter and tolerate faster mechanical pulling. A processor handling multiple ovine species should specify variable-speed pullers with adjustable grip pressure.
Stage 5: Evisceration & Organ Separation
Evisceration is the most hygiene-sensitive stage. Cross-contamination risk peaks here, so equipment design must prioritize cleanability and separation between the carcass and viscera streams:
- Brisket saw or brisket opener — opens the sternum with minimal bone dust generation
- Evisceration table or conveyor — synchronised with overhead rail speed; stainless steel belt
- Offal separation chutes — separate red offal (heart, liver, lungs, spleen) from green offal (stomach, intestines); distinct collection bins for each stream
- Veterinary inspection station — integrated lighting, hand-wash basin, and condemned material lockable bin
- Vacuum aspiration system for spinal cord removal (SRM compliance in certain markets)
For halal-certified plants, evisceration must proceed without delay after bleeding to prevent any perception of pre-slaughter stress affecting meat acceptability. Some GCC importers also require separate offal handling lines for halal and non-halal material when both are processed in the same facility — a layout consideration that affects equipment spatial planning from the start.
Stage 6: Carcass Splitting, Washing & Inspection
After evisceration, ovine carcasses typically remain whole (unlike cattle, which are split). Equipment at this stage includes:
- Carcass washing cabinet — high-pressure water jets (typically 15–20 bar) with 360° coverage to remove bone dust, blood spots, and surface contamination
- Steam vacuum systems for spot-cleaning visible contamination (increasingly required for export-grade facilities)
- Post-mortem inspection station with adjustable lighting (minimum 540 lux) and mirror for carcass underside examination
- Weighing and grading station — in-line load cell with label printer for carcass weight and grade stamping
Modern lines increasingly integrate automated vision grading at this stage, using camera systems to assess carcass conformation and fat coverage. While adoption in ovine lines trails the beef sector, processors exporting to premium markets (Japan, South Korea, Singapore) are leading the transition.
Stage 7: Chilling & Cold Storage
Rapid chilling is critical for sheep and goat carcasses — their smaller mass means faster heat loss but also faster surface drying if air velocity is too high. Equipment specifications:
- Pre-chill / rapid chill room: 0–4°C, air velocity 0.5–1.0 m/s, holding time 2–4 hours to bring deep muscle temperature below 7°C
- Equilibration chiller: -1 to 2°C, air velocity 0.2–0.5 m/s, holding time 12–24 hours
- Overhead rail system with spaced hooks (minimum 300 mm carcass spacing for even air circulation)
- Temperature monitoring and recording — automated data loggers with alarm thresholds (required for export certification)
The chilling system should be matched to daily throughput. Under-sizing the pre-chill room is among the most common design errors — a plant processing 300 carcasses per day needs at least 35–40 m² of pre-chill hanging space to avoid batch overlap and warm spots.
Stage 8: Boning, Packing & Cold Chain Dispatch
The final stage transforms carcasses into primal cuts or boxed product. Equipment varies significantly by end-market:
- Boning room: temperature-controlled (10–12°C), stainless steel boning tables or conveyorised boning lines with individual workstation setups
- Band saw / portion cutter for primal cutting (optional — many ovine plants use manual knife work for primal separation)
- Vacuum packaging machines — double-chamber or rotary chamber depending on throughput; critical for export shelf-life (60–90 days at 0°C)
- Box-forming and carton-sealing equipment for export cartons
- Blast freezer (-30 to -40°C) for frozen export product; or chilled dispatch at 0–2°C for fresh-air-freight markets
Processors serving the Middle Eastern chilled-air-freight market (GCC countries, particularly) need packaging designed for rapid airport-to-distribution-center transfer — vacuum skin packs or modified-atmosphere packaging (MAP) that maintain product appearance during transit.
Capacity Planning: Matching Equipment to Your Throughput
Sheep and goat slaughter lines are typically configured for one of four capacity bands. Equipment specification changes materially between tiers:
| Tier | Daily Throughput | Line Speed | Automation Level | Typical Users |
|---|---|---|---|---|
| Tier 1 — Small | 50–150 head/day | 15–30 head/hour | Manual-dominant with mechanical aids | Regional abattoirs, domestic halal processors, farm-level operations |
| Tier 2 — Medium | 150–300 head/day | 30–60 head/hour | Semi-automated: pneumatic dehiding, conveyorised evisceration | Mid-size export plants, multi-species processors adding ovine capacity |
| Tier 3 — Large | 300–500 head/day | 60–100 head/hour | High automation: hide pullers, synchronised evisceration, in-line weighing and grading | Dedicated mutton/lamb export plants (Australia, New Zealand, South America) |
| Tier 4 — Industrial | 500+ head/day | 100+ head/hour | Full integration: dual rails with bypass, vision grading, automated packing | Very large export processors; typically bovine plants with ovine side-line |
Planning note: Most new investments in the Middle East and Africa fall into Tier 2 (150–300 head/day). This capacity band balances capital efficiency with sufficient throughput to serve regional import markets and domestic retail chains. Equipment suppliers should offer modular designs at this tier — allowing processors to scale from 300 to 500 head/day by adding parallel stations rather than replacing the line.
Halal Compliance as an Operational Layer
For any processor exporting to Muslim-majority markets — which collectively account for over 40% of global sheep and goat meat consumption — halal compliance is not a certification checkbox. It is an operational design parameter that shapes equipment layout at every stage.
The Multi-Standard Challenge
Different importing countries recognize different halal certification bodies, and their requirements are not always interchangeable:
| Market | Key Certification Body | Equipment-Specific Requirements |
|---|---|---|
| Saudi Arabia (GCC) | SFDA / designated Islamic centres | Non-stun slaughter mandatory for imported chilled lamb; separate lairage with Qibla orientation; slaughter-man must be Muslim |
| UAE | ESMA (Emirates Authority for Standardization) | Permits reversible electrical stunning if approved by certifying body; requires complete segregation of halal and non-halal product throughout the cold chain |
| Indonesia | MUI (Majelis Ulama Indonesia) | Strict non-stun requirement; slaughter instruments must be sharp and made of non-porous material; LPPOM-MUI halal certificate required for imported meat |
| Malaysia | JAKIM (Department of Islamic Development) | Permits controlled electrical stunning below threshold that would not cause death; JAKIM-approved slaughter protocols; foreign abattoirs must be JAKIM-listed |
| Egypt / North Africa | Egyptian Organization for Standardization | Generally follows OIC/SMIIC halal standards; less prescriptive on stunning method but requires halal certificate from recognized body |
Equipment Design for Multi-Standard Halal Processing
A plant serving multiple halal markets should design for the most restrictive standard while incorporating bypass features for markets with more flexible requirements. Key equipment-level design considerations:
- Dual-mode stunning station with physical bypass lane that separates non-stun carcasses from stunned carcasses through to the post-mortem inspection point — this maintains halal integrity for certifying body audits
- Separate knife sterilisation stations (82°C water, minimum) positioned at the slaughter point and every subsequent workstation — a JAKIM and MUI requirement
- Directional rail design ensuring the animal's head faces Qibla at the slaughter point — achieved through lairage raceway orientation, not equipment modification
- Segregated drainage for blood from halal and non-halal slaughter if the plant operates both streams — prevents cross-contamination of certified product
- Halal-only cold storage zones with physical separation (walls or dedicated rooms) and separate temperature monitoring logs
Operational insight: The investment difference between a single-standard halal line and a multi-standard design is primarily in layout flexibility — extra rail switches, bypass stations, and segregated storage — rather than core equipment. Planning for multi-standard from day one adds roughly 10–15% to facility cost but avoids expensive retrofits when new export markets open. For processors targeting the GCC and Southeast Asia simultaneously, this upfront investment delivers strong ROI.
Five Trends Reshaping Ovine Slaughter Equipment in 2026
1. Modular Line Design for Multi-Species Flexibility
Over 35% of new slaughter facilities are adopting modular equipment configurations — and ovine lines are leading this trend due to the small-ruminant processing overlap. A modular ovine line can process sheep, goats, and even small deer species with equipment adjustments rather than replacement. Key modular features include adjustable-height overhead rails, quick-change shackle sizes, and variable-speed conveyor sections.
2. Water and Energy Efficiency as Compliance Drivers
Modern ovine processing plants consume approximately 8–12 litres of water per head processed (from lairage washing through final carcass spray). Equipment with integrated water recirculation — particularly at the carcass washing and sterilisation stages — can reduce consumption by 30–40%. This matters not only for operating cost but increasingly for regulatory compliance: Saudi Arabia's Vision 2030 sustainability targets and Australia's water allocation frameworks are pushing processors toward water-efficient equipment specifications.
3. RFID and Traceability Integration
Over 20% of large-scale slaughter facilities have deployed RFID-based traceability systems, and ovine lines are a natural fit. China's SAMR now mandates blockchain-backed import records for lamb and mutton, while the EU's Digital Product Passport framework extends to meat products. Equipment-level integration means embedding RFID tag readers at the lairage entry, post-mortem inspection, weighing, and packing stations — linking each carcass to its farm of origin, feed history, and veterinary record.
4. Compact, Containerized Abattoir Solutions
For remote regions in Africa, Central Asia, and island nations where building a fixed facility is uneconomical, containerized ovine slaughter modules are emerging. These self-contained units house a complete 50–100 head/day slaughter line — including chilling, waste treatment, and water recycling — inside two to three 40-foot containers. While throughput is modest, they eliminate multi-million-dollar infrastructure costs and can be deployed in under 30 days.
5. The GCC Investment Wave in Local Slaughter Capacity
Saudi Arabia's Vision 2030 food security agenda and the UAE's National Food Security Strategy are subsidising domestic slaughter capacity expansion — and ovine equipment is disproportionately affected because sheep and goat meat dominates regional diets. The SFDA's tightened import protocols for chilled lamb (requiring full blockchain traceability from farm to port) are also incentivising regional importers to invest in their own processing infrastructure. This represents a significant equipment procurement opportunity in 2026–2028.
Equipment Selection Framework: Six Questions to Ask Before Buying
Based on the experience of commissioning ovine lines across multiple regions and regulatory environments, here are the six most important questions processors should resolve before selecting equipment:
- Which halal standards do we need to meet — now and in two years? Design for the most restrictive standard; build bypasses for flexibility.
- What is our realistic peak daily throughput — not aspirational, but actual? Undersizing is costly; oversizing by more than 30% wastes capital on under-utilised equipment.
- Are we processing wool sheep, hair sheep, goats, or a mix? Dehiding equipment specification changes materially with species — wool lines need slower, more careful pullers.
- Fresh-chilled or frozen export? This determines chilling capacity requirements and packaging line configuration.
- What is our water availability and wastewater treatment capacity? Water-intensive equipment choices must align with site infrastructure.
- Can the equipment supplier provide reference installations in our target export market's regulatory jurisdiction? A supplier with operational lines in Saudi Arabia or Indonesia brings compliance knowledge that shortens certification timelines by months.
Why an Integrated Equipment Supplier Matters
A sheep and goat slaughter line is not a collection of standalone machines — it is a continuous process chain where speed, spacing, hygiene, and certification requirements at each stage affect every upstream and downstream stage. The design decisions made at the stunning station determine shackle spacing at bleeding, which in turn affects rail speed at evisceration, which affects chilling room sizing. Fragmented procurement — buying the stunning system from one supplier, the dehiding system from another, and the chilling infrastructure from a third — introduces integration risk that manifests as throughput bottlenecks and certification delays.
An integrated supplier delivers a single-point-responsibility line where every stage is pre-engineered to work with the next — and where halal compliance is designed into the layout rather than retrofitted.
Planning a sheep or goat slaughter facility?
SD Henger Group provides complete ovine slaughter line solutions — from lairage design through cold chain dispatch — engineered for halal compliance across GCC, Southeast Asian, and African markets. Our equipment is built on stainless steel platforms with modular capacity from 100 to 500+ head per day.
Contact our engineering team to discuss your throughput requirements and target export markets. We'll provide a line configuration proposal within one week.
Visit sdhengergroup.com or reach out through our contact page to start the conversation.
Related News
-
 You're Invited: Meet Henger at Seoul Food & Hotel 2026!안녕하세요,We are thrilled to invite you to connect with Henger Manufacturing (Shandong) Machinery Technology Co., Ltd. at the upcoming Seoul Food & Hotel 2026, the premier food processing and hospitality industry event in South Korea! Event DatCompany Dynamic
You're Invited: Meet Henger at Seoul Food & Hotel 2026!안녕하세요,We are thrilled to invite you to connect with Henger Manufacturing (Shandong) Machinery Technology Co., Ltd. at the upcoming Seoul Food & Hotel 2026, the premier food processing and hospitality industry event in South Korea! Event DatCompany Dynamic -
 As the global poultry market hits new highs in 2026, processors are seeking slaughtering lines that offer high uptime and practical automation. Henger technology explores how robust mechanical engineering and modular design provide the foundation for scalable chicken processing.Technical Know
As the global poultry market hits new highs in 2026, processors are seeking slaughtering lines that offer high uptime and practical automation. Henger technology explores how robust mechanical engineering and modular design provide the foundation for scalable chicken processing.Technical Know -
 The global fruit and vegetable processing equipment market is projected to reach $11.8 billion by 2031, with washing equipment growing at the fastest rate (8% CAGR). This technical guide examines washing technology selection, water conservation strategies, food safety compliance requirements, and the market trends shaping produce processing in 2026. From bubble washers to ultrasonic systems, learn how to choose the right washing line configuration for your processing needs.Industry Insights
The global fruit and vegetable processing equipment market is projected to reach $11.8 billion by 2031, with washing equipment growing at the fastest rate (8% CAGR). This technical guide examines washing technology selection, water conservation strategies, food safety compliance requirements, and the market trends shaping produce processing in 2026. From bubble washers to ultrasonic systems, learn how to choose the right washing line configuration for your processing needs.Industry Insights


